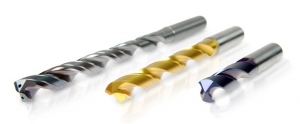
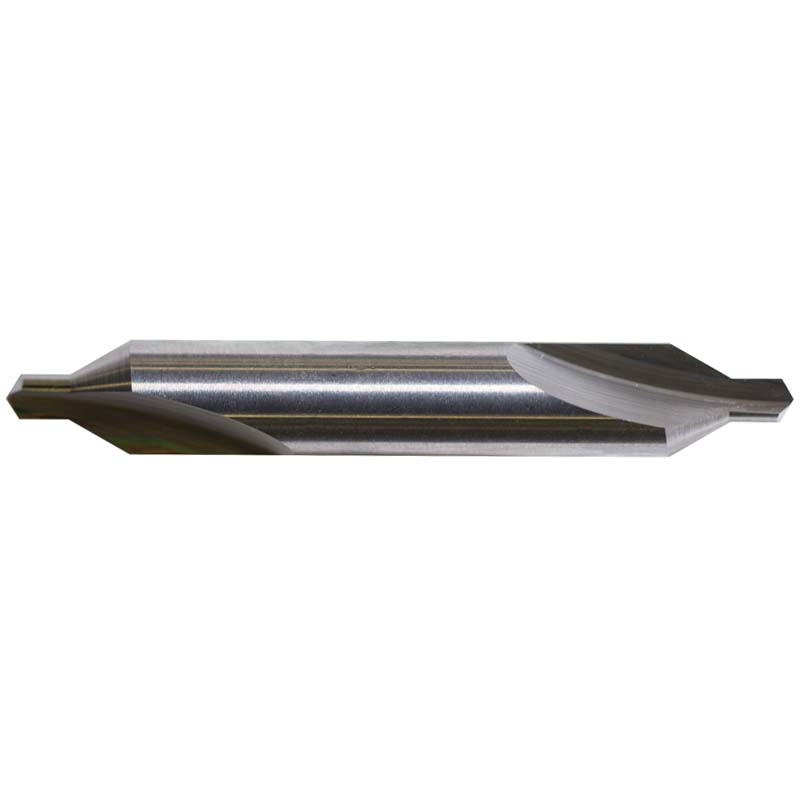
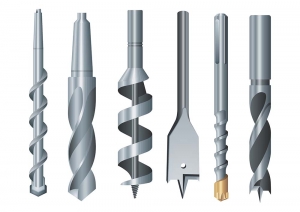
مته
متهها متداولترین نوع ابزار در صنعت هستند. لذا برای انتخاب آن میبایست دقت بیشتری کرد. بدین منظور جداول راهنما برای انتخاب مته مناسب جهت سوراخکاری روی فولادهای آلیاژی آهنی و غیرآهنی در وب سایت گنجانده شده است. همچنین برای سفارش مته جدولی تعبیه شده تا آسانتر به ابزار ایدهآل خود برسید.



قلاویز
قلاویز ابزاری برای رزوه کردن (پیچ) داخل استوانه های فلزی، چوبی و پلاستیکی است.



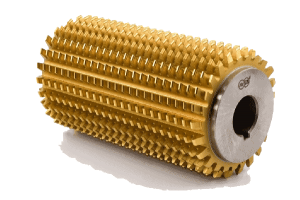
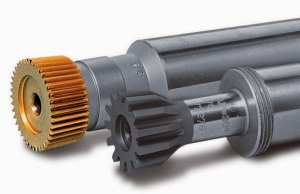
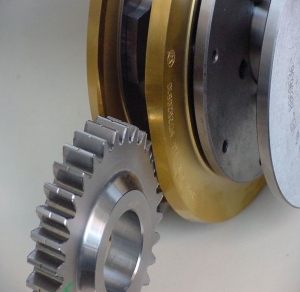
ابزار هاب
ابزارهای هاب استاندارد و مخصوص برای تولید چرخ دنده، دنده حلزونی و چرخ زنجیر را میتوانید مطابق مشخصات سفارش دهید.





سنگهای ساینده
انواع مختلف سنگهای ساینده شامل :
- اکسید آلومینیوم، سیلیکون کارباید، الماس با بوندهای سرامیک، رزین، پلاستیک و صمغی در سایزها و اشکال مختلف شامل گرد، سنترلس و انگشتی
- سنگهای ابزار تیزکنی، فنجانی، بشقابی، هونینگ و لقمهای
- ابزارهای درسینگ یا اصلاح کنندههای سنگ
- سنگهای برش فلزات
- سنگهای ساینده فلزات
- برس سیمی
- سمبادههای دیسکی
- سنگهای سی بی ان
- سنگهای الماسه
- سنگهای تیزکاری قابل استفاده در دستگاههای رومیزی و پیشرفته
- سنگهای مخصوص شکلدهی
- سنگهای مخصوص داخل سوراخها
- سگمنتها
- سنگهای دیسکی مخصوص شاتون
- سنگهای مخصوص دستگاههای ویبراتور
- سنگهای دنده زنی
برای سفارش گذاری از جدول سفارش ابزار استفاده کنید.






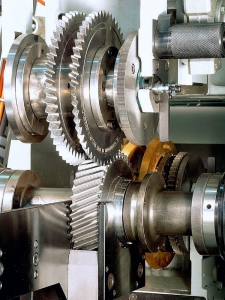
هاب کاربایدی
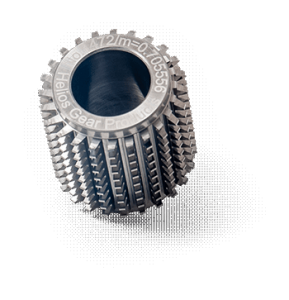 امروزه شرکتهایی که تیراژ بالایی دارند از هابهای کاربایدی استفاده میکنند و این منوط به داشتن دستگاههای هاب CNC است. مزایای استفاده از هابهای کاربایدی عبارتند از :
امروزه شرکتهایی که تیراژ بالایی دارند از هابهای کاربایدی استفاده میکنند و این منوط به داشتن دستگاههای هاب CNC است. مزایای استفاده از هابهای کاربایدی عبارتند از :
- دقیق بودن ابزارها با کلاسهای بالاتر
- کاهش زمان تولید
- ماشینکاری بدون استفاده از مواد خنک کننده
- عمر بیشتر ابزار
- ایجاد پروفیلهای بهتر با بکار بردن تعداد گش بیشتر
- از بین بردن زمانهای زاید در راهاندازی مجدد
اینگونه ابزارها برای تولیدکنندگانی که مرحله پایانی آنها هابزنی است، اکیدا توصیه میشود.
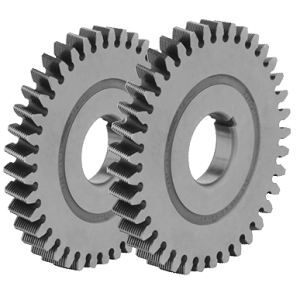
ابزار شیو
ابزارهای اصلاح کننده پروفیل و لید (Shaving Cutters)
معمولا این نوع ابزارها برای انجام عملیات پایانی و نازک کاری دندههای تخت و مارپیچی و قبل از پروسه عملیات حرارتی بکار میروند. تجربه طولانی در تامین برشگرهای نازک کاری و شکلدهی پروفیل، ما را دربهینه سازی کارآیی و کیفیت این ابزارها از طریق طراحی دقیق و انتخاب درست موادی که برای ساخت به کار میروند، توانمند ساخته است.
پیشرفته ترین روشهای ماشینکاری و آزمایشات حساس موجب ساخت و تولید اینگونه ابزارها در محدوده تلرانسهای بسته شده است.
برای سفارش گذاری از جدول سفارش ابزار استفاده کنید.





ابزار شیپر
در پاره ای از موارد، دندهزنی با ابزار هاب میسر نیست بنابراین میبایست از شیپر به عنوان جایگزین هاب استفاده کرد. ابزار شیپر بر اساس مدولهای مختلف (0.3 تا 14) و نوع مصرف آنها در انواع زیر طراحی و ساخته میشود.
- شیپرهای توپی که بر اساس DIN1826 طراحی میشوند.
- شیپرهای شنکدار که با توجه به DIN1828 ساخته میشوند.
دستهبندی ابزارها را در ساخت طبق استاندارها و گریدهای AA، A و B کلاسهبندی مینمایند. عموما شیپرها برای ساخت چرخدندههای صاف و اینوولوت هلیکال که با استاندارهای صاف و DIN8197, DIN5482, DIN5480 و DIN3972 با کلاسه پروفیل 1 الی 4 منطبق هستند، ساخته میشوند. اکیدا توصیه میشود، از ابزار شیپر پوششدار استفاده شود. نوع مواد انتخاب شده برای اینگونه ابزارها میتوانند فولادهای تندبر و یا فولادهای متالوژی پودر باشد.
برای سفارش گذاری از جدول سفارش ابزار استفاده کنید.





ابزار بروچ
ابزارهای بروچ ملزومات ایجاد هزار خاری و پروفیلهای مختلف داخلی و خارجی هستند که تنوع آنها در ذیل قید شده است.
عوامل اصلی در طراحی بروچ ها در اصل شکل هزارخاری، عمق ریشه دندانه، طول بروچکاری و سختی قطعه کار است. در پاره ای موارد ابزارهای بلندی طراحی می شود ولی بدلیل مشکل تیزکاری ابزارهای بلند و کوتاه بودن کورس دستگاهها در ایران، ابزارهای دو مرحله ای (post broach, broach) ساخته می شوند که البته سرعت قطعه زنی را کاهش می دهد.
پروسه بروچ زنی وقت گیر و گران است و ابزارهای آن از حساسیت فوق العاده ای برخوردار است.
انواع:
- بروچ های سطحی
- تخت
- دندانه دار
- مقعر
- گوشه دار
- محدب






ابزار رک
فرم دهندههای میلهای
با توجه به کاستن هزینههای تولید معمولا ابزارهای رک را برای تولید دندههای اینوولوت که دارای لقیهای جانبی میباشند، بکار میبرد. این برشگرها معمولا از فولاد تندبر با کیفیت بالا ساخته شده و در ماشینهای دندهزنی مثل Maag، Sunderland، Excello و Gleason استفاده میشوند. انطباق دقیق با قطعه و تولید دندههایی با کیفیت بسیار مطلوب موجب کنار گذاشتن پروسه Shaving میشوند. برشگرهای میلهای که این شرکت تامین مینماید بر اساس مشخصات فنی تعیین شده توسط مشتریان و با ملحوظ نمودن اصلاحات لازم جهت ماشینکاری قطعات Involute طراحی میگردد. فولاد با کیفیت بالا همراه با تنشزدایی حرارتی کارآرایی و کارآمدی این ابزار را در کیفیت و کمیت تضمین میکند.
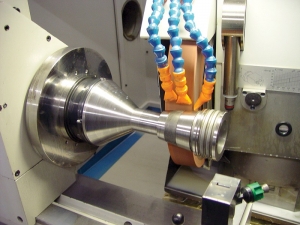
فرم دهندههای سرد
معمولا ابزارهای نورد سرد جهت تولید دندههای انیوولوت و هزار خاری روی شفت بکار میروند. تکنیک کار این ابزارها بر مبنای تراکم فولاد و سپس تغییر شکل آن در محدوده شکلپذیری میباشد. محوری که میباید بدین صورت ماشین کاری شود بین دو ابزار میلهای که در جهت عکس یکدیگر در حال حرکت هستند غلتانده میشود. بخاطر فشار بسیار بالایی که به قطعه وارد میشود از این فرآیند فقط در زمینه تولید دندههای با مدول کوچک استفاده میشود. با توجه به نیازمندی تخصص در ساخت جهت بدیت آوردن ابزار مناسب با بهترین کیفیت با ما تماس بگیرید.
رکهای دقیق
معمولا اینگونه رکها بر اساس سفارشات خاص مشتریان تولید میشوند. کاربرد آنها برای شکلدهی اینوولوتهای دقیق با تلرانسهای بسته است. فولاد بکار رفته در ساخت اینگونه میلهها معمولا بر اساس تلرانسهای زیر تولید میشود :
- تلرانس ابعاد رزوه : 0/001 میلیمتر
- تلرانس طول : 0/01 میلیمتر برای هر 600 میلیمتر طول میله با ابداع فنآوریهای جدید الکترونیکی در حال حاضر اینگونه ابزارها بطور دقیق بررسی و قطعههای تولیدی توسط آنها مورد تایید قرار میگیرد.
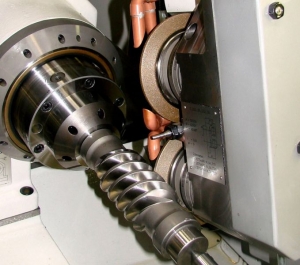
تیغه های ساب زنی
معمولا تیغههای سابزنی برای اصلاحات قسمت خارجی دندانههای اینوولوت بکار میروند، پس از تنظیم و تثبیت در یک گیره مخصوص تیغهها با ابزار رک بصورت یکپارچه درآمده و با حرکت به جلو باعث چرخش شفت و یا محوری میشود که فرم دهیو اصلاحات قرار است بر روی آن انجام شود. حامل تیغهها به نحوی حرکت میکند که امکان ایجاد برش بر روی دندانههای دنده ایجاد شود.
این بدان معنی است که ساخت چنین ابزاری میباید از دقت بسیار بالایی برخوردار باشد، زیرا نتیجه نهایی بستگی تام به کارآیی بهینه هر کدام از تیغهها و دستگاه مربوطه دارد.
مالتی هد، مالتی اسپیندل
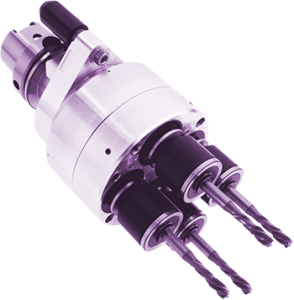 اسپیندلهای جفتی مخصوص ابزار فرز
اسپیندلهای جفتی مخصوص ابزار فرز- مالتی اسپیندل مخصوص مته، قلاویز و فرز
- ابزارگیر
- ابزارگیرهای قابل تنظیم در زوایای مختلف
- کولت
- ماندرل و مورس
- قلاویزگیر
- انواع ابزارگیر
- ادوات متفرقه مورسها و ابزارگیرها
ادوات اندازه گیری
کولیس
- دامنه اندازه گیری 150 الی 2000 میلیمتر
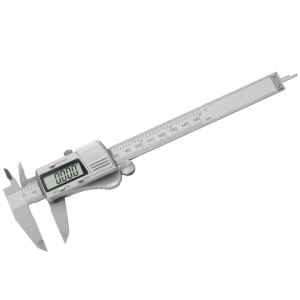
- قابلیت خواندن 0/01، 0/1، 0/2 و 0/5
- کولیسهای عمودی دیجیتال و معمولی تا ارتفاع 1000 میلیمتر
- کولیسهای ساعتی، دیجیتال و معمولی برای سنجش قطر داخلی و خارجی، شیار و عمق
میکرومتر
- دقت اندازه گیری 0/01 تا 0/001
- میکرومترهای دیجیتالی، ساعتی و ورنیهای
- میکرومترهای عمق سنج، اندازه گیر قطر داخلی از سه نقطه، بشقابی و اندازه گیر اورپین چرخ دنده
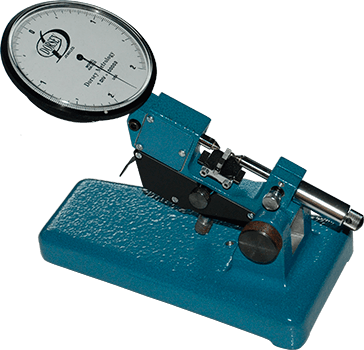
ساعتهای اندازه گیری
- دیجیتال، ساعتهای پامورچهای، ساعتهای اندازه گیری رنجهای خاص
پایه ساعتهای آهنربایی، پایه ساعت با سطح صاف (سرامیکی)، گرانیتی و استیل
گیجهای دهانه اژدری برای اندازهگیری بعدهای خارجی، بلنکها، شفتها، شیارها، پینها و ضخامتها
- برای اندازهگیری روزهها، ریشه، عمقرزوهها و قطر خارجی رزوهها
- گیجهای رینگی در ابعاد و تلرانسهای مورد نظر (برو – نرو )
- گیجهای توپی (برو – نرو) در ابعاد و تلرانسهای مورد نظر
- گیجهای توپی و رینگی سنجش رزوه
- بلوکهای اندازهگیری
- گونیا با زوایای 90-45-60-120-135 درجه
- حفت مرغک
- پروفایل پرژکتور
- دستگاههای سنجش سختی قطعات (راکول – برینل – ویکرز)
- CMM دستی و CNC
- دستگاههای اندازهگیری لید و پروفایل چرخ دندهها
دیبور و چمفر
ابزار دیبور و چمفر
یکی از مراحلی که بر روی چرخ دندهها ایجاد میشود، یخ و رفع تیزی دو طرف فلنگ دندانههای دنده میباشد. این مهم موجب کاهش صدا در درگیری چرخ دندهها با هم در دورهای بالاست. ابزارهای دیبور و چمفر پخهای فلنگها را قبل از انجام عملیات جرارتی ایجاد میکنند. در پارهای از موارد و پس از پروسه عملیات حرارتی برای پخزنی فلنگ از سنگهای فیبری استفاده میشود. ارزش پخهای روی دندانهها در زمان تست دندهها نمایان است بطوریکه دندانههای بدون پخ موجب صدا میگردند. برای سفارش اینگونه ابزارها میبایست قطر داخلی و حارجی ابزار و همچنین نوع نگهدارنده ابزار را بر اساس قابلیت دستگاه مشخص نمایید و نقشه قطعه کار را برای طراحی اینگونه ابزارها، به این شرکت ارسال فرمایید.




گیج های هزار خاری
گیجهای بررسی هزارخارهای داخلی و خارجی
این نوع گیجها جهت بازرسی هزارخار طوری ساخته شدهاند تا صحت و دقت حداکثر و حداقل دندههای موازی، تخت و اینوولوت را کنترل کنند. معمولا برای بررسی درستی خان کشی سوراخها و رولینگ و یا هابینگ شفتها علاوه بر تستهای آزمایشگاهی از اینگونه گیجها استفاده میشود. این گیجها میبایست از مواد شکل ناپذیر درست شده و تنشگیری شود تا احتمال هر گونه تغییر شکل اساسا از بین برود. استفاده از فولاد با ثبات و عملیات حرارتی دقیق و سنگ زنی با تلرانسهای محدود، ساخت این گیجها را تا حدودی پیچیده کرده است. توصیه میشود برای کاهش هزینهها در صورت سفارش هر سه عدد گیج Go فقط یک عدد گیج No Go سفارش دهید.
اینسرت و هولدر
اغلب شرکتها جهت یافتن تیغچهای برای پایین آوردن زمان تولید با احتساب کمترین هزینه در تلاش هستند. بدین منظور ما تیغچهای را مشخص میکنیم تا فاکتورهای زمان، قیمت، عمر مفید و آسودگی خیال کاربر را یکجا در اختیار شما قرار دهد. این شرکت تامین کننده اینگونه ادوات از کشور آلمان می باشد :
- اینسرت فرزکاری
- اینسرت تراشکاری
- هولدر
- کفشک یا اهرم
- پیچ
- شیم
- آچار
- ادوات نگهدارنده اینسرتهای کاربایدی
- پین